Molding Process of Sintered NdFeB
Current Molding Process
Compared with the traditional powder metallurgy process, the molding of NdFeB has the two major characteristics of magnetic field orientation and oxidation protection. The molding process basically determines the geometry, size and orientation of the magnet, and is a key link in the preparation of sintered NdFeB. Molding is generally divided into two categories: dry pressing and wet pressing.
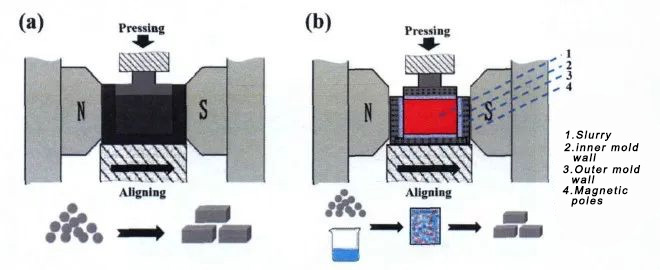
Dry molding (a) and wet molding (b)
1. Wet Molding
Wet molding process is widely used in functional ceramics and other fields. In 2001, Hitachi used mineral oil as a solvent and added the surfactant methyl oleate to prepare a high-performance magnet with Br = 1.46 T (14.6 KG) and 1.20 MA/m (15.1 kOe).
The lubrication effect of organic reagents can improve the fluidity and orientation of the powder, thereby preparing a compact with high uniformity. However, the wet molding process is complex and extremely inefficient. The large amount of solvent released during the sintering process will damage the vacuum system, and Residual carbon will also affect the performance of the magnet, so the wet molding method is gradually abandoned.
2. Dry molding
After years of practice and improvement by magnetic material practitioners, dry molding has become the preferred method for large-scale mass production. The magnetic powder is oriented by a magnetic field in a mold cavity of a certain shape, and the indenter is closed to complete the pressure. However, as the density of the green body increases, the orientation will inevitably be destroyed.
Dry molding can be divided into parallel pressing and vertical pressing according to the corresponding relationship between the magnetic field direction and the pressing direction. The vertical pressing method is more widely used because it causes less damage to the powder orientation. In China, a two-step pressing method is often used, that is, the green compact density is pressed to 3.8-4.1g/cm3, and then equal pressure reduction (about 180MPa) is used to increase the green compact density (about 4.5g/cm3) without destroying the existing orientation level.
In this way, various types of molds such as automatic molds and combined molds can be tried, with high production efficiency and stable performance. However, the methods of vertical press pressing, isostatic pressing, post-grinding, and slicing processing have the following shortcomings:
(1) Due to the limitation of the deformation amount of the blank and the oxide layer, the processing allowance of the blank is large and the yield rate is low;
(2) The secondary pressing method requires vacuum sealing after the green body, which has a long process cycle and a low degree of automation;
(3) The orientation degree will still be damaged during the mold closing and pressing process.
Molding Process Improvement Direction
- Cancel isostatic pressing and realize automated production from molding to sintering;
- Adopt pressureless molding and other methods to further improve the orientation;
- In addition, we have developed near-final molding processes and non-processing molding processes for tile-shaped, ring-shaped, thin sheets and various types of complex-shaped special-shaped products to directly produce products that are equal to or close to the shape of the final product.
1. One-time molding process
By increasing the pressure of the molding press, the green density is increased to above 4.2g/cm3, thereby eliminating isostatic pressing.
After being pressed by the fully-automatic molding press, the materials are automatically stacked into the sintering box by the robot, transferred to the continuous sintering furnace through a sealed channel under inert gas protection, and entered into the furnace through the gate valve.
Automated production is realized, labor costs are reduced, and the entire process is carried out in a low-oxygen environment, which is conducive to the stability of the process and performance.
2. Pressureless molding
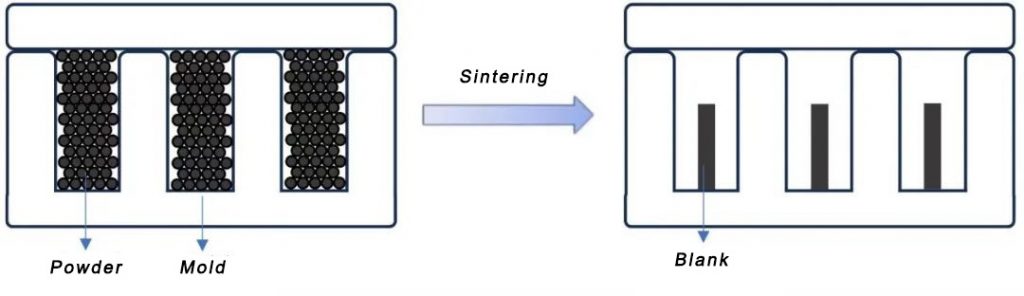
In order to eliminate the damage to the orientation degree during the molding process, the orientation is carried out in a loose state or a micro-pressure state, and the mold is used for vacuum or high-pressure sintering.
This method has high requirements on mold material, magnetic permeability and inner cavity wall roughness. However, because the powder gap is too large, it is difficult to densify solely by capillary action during the sintering process, and it is easy to shrink and deform.
3. Isostatic pressure pulse magnetic field molding of rubber film
The rubber mold filled with magnetic powder is placed in the metal mold, oriented through the pulse magnetic field, and the metal indenter compresses the rubber film and magnetic powder. Due to the limitation of the metal mold cavity, the rubber mold expands toward the inner cavity and applies its isostatic pressure to the powder sample. Since there is no relative movement between the inner wall of the mold cavity and the powder, the orientation is well maintained.
However, due to the difference in hardness and Young’s modulus between the rubber film and the steel mold, the compact is prone to non-uniform deformation.
4. Near net molding process (single piece pressing)
The magnetic field orientation of the parallel press is the same as the pressing direction, so the degree of damage to the orientation is much higher than that of the vertical press. Moreover, due to the limitation of the size of the orientation pole, the product pressing area is smaller. However, due to the advantages of feeding and orientation, the parallel pressing method can form and press cylindrical, circular, special-shaped and single-piece products in one go. It has high pressing accuracy and good magnetic properties consistency, which reduces the processing allowance and improves the material utilization rate. .
However, the single-piece pressing process has higher requirements on powder fluidity, press (servo control accuracy, magnetic field size and uniformity, automatic powder distribution, etc.), mold and sintering process.
5. 3D printing technology

3D printing is an additive manufacturing technology that uses powdered metal to print layer by layer to construct workpieces.
If a regional oriented magnetic field can be used to orient the main phase grains, and the low melting point grain boundary phase particles encapsulate the main phase grains to achieve densification of the magnet, theoretically it will be possible to achieve near-net shaping of various sizes and complex shapes of magnetic steels with high orientation degree and uniform grain boundary distribution. At the same time, preparation of products such as radiative magnetic rings, oblique charged magnetic steels and other types will no longer be difficult.
Therefore, as soon as 3D printing technology came out, it attracted the attention of rare earth permanent magnet researchers. However, in addition to assisting sintering and densification, the grain boundary phase plays an important role in magnetic properties, especially coercive force.
At present, the influence mechanism of the composition, distribution and crystal structure evolution of the grain boundary phase on the magnetic properties has not yet been fully revealed. The design of the auxiliary phase particle composition and grain boundary size still requires the efforts of technical research and development personnel.